






Pillar-Mounted Jib Crane with Electric Wire Rope Hoist
The pillar-mounted jib crane is designed for reliable and efficient lifting operations in workshops, warehouses, factories, and maintenance bays. Built with a robust vertical column and a rotating horizontal jib arm, it offers flexible material handling within a circular working area.
Equipped with a high-performance electric wire rope hoist, this crane ensures smooth vertical lifting, horizontal travel, and safe operation. Its compact design saves floor space, making it an ideal choice for workstations where overhead cranes are not practical.
Type: Pillar-Mounted Jib Crane
Lifting Capacity: 0.5 – 5 Tons (customizable)
Rotation Range: 180° – 360° (depending on installation)
Hoist Type: Electric Wire Rope Hoist
Hoist Travel: Motorized trolley along jib arm
Height of Lift: Custom as per site requirements
Power Supply: 380–415V, 3-Phase, 50Hz (other voltages available)
Control System: Pendant Control or Remote Control
Safety Features: Overload protection, hook safety latch, emergency stop
Finish: Heavy-duty painted steel with anti-corrosion coating


Tube Heat Exchanger
The tube heat exchanger is designed for efficient transfer of heat between two fluids, making it a reliable solution for cooling or heating in demanding industrial environments. Its robust construction, high thermal performance, and ease of maintenance ensure long-term operation under tough conditions.
Type: Tube Design
Construction: Heavy-duty carbon steel shell with copper/stainless steel tube bundles
Capacity: Custom-built for various flow rates and operating pressures
Applications: Oil & gas, petrochemical plants, power generation, water treatment, HVAC, and industrial process cooling/heating
Performance: High efficiency in heat transfer between fluids
Design Pressure: Manufactured to handle medium to high-pressure operations
Connections: Standard flanged nozzles for inlet/outlet, customizable as per client requirements
Coating: Industrial-grade anti-corrosion paint for long service life
Maintenance: Easy disassembly for tube cleaning and servicing
Customization: Available in different sizes, tube materials, and orientations based on customer specifications



Storage Tanks
Our storage tanks are engineered to ensure durability, safety, and long service life. Available in a wide range of sizes and configurations, these tanks are designed to meet the demanding requirements of fuel storage for industrial, oilfield, and commercial applications.
We specialize in custom fabrication to match your exact needs, whether you require horizontal or vertical orientation, skid-mounted designs, or integrated pumping systems. With a focus on tanks and vessels, Valkyrie Company delivers solutions built to international standards, ensuring reliability and compliance.
Type: Diesel Storage Tank
Material: Carbon Steel (various thicknesses available)
Capacity: Custom sizes available (from small to large-scale storage)
Orientation: Horizontal / Vertical
Mounting: Skid-mounted or standalone
Finish: Anti-corrosion coating / epoxy paint
Accessories: Manhole, level gauge, vents, safety valves, pumps, filters, control panel (as required)
Standards: ASME / API / ISO compliance (on request)
Applications: Oilfields, industrial sites, commercial fuel storage

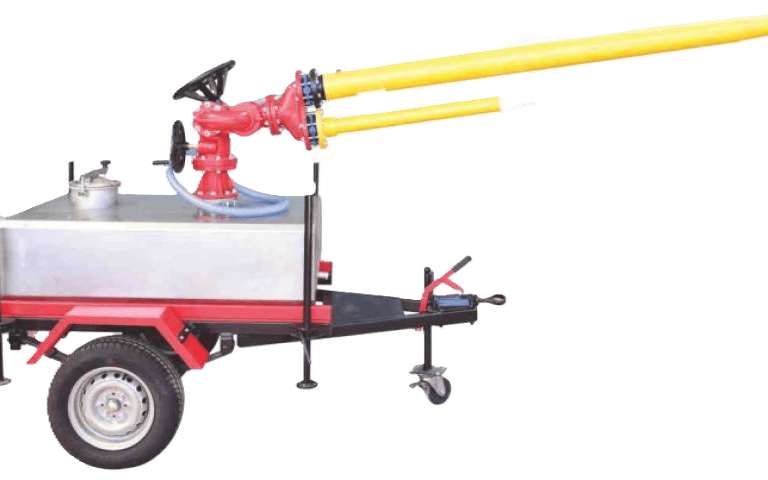


Trailer-Mounted Fire Monitor
The trailer-mounted fire monitor is a versatile solution for high-capacity fire suppression. Mounted on a robust trailer, it can be quickly positioned at the site of a fire and connected to a hydrant or fire pump. The monitor delivers powerful water or foam streams over long distances, making it effective for large-scale industrial and oilfield fire protection.
Its mobility, high discharge range, and heavy-duty design make it an essential firefighting unit for emergency response teams in refineries, chemical plants, tank farms, airports, and large warehouses.
Type: Mobile Fire Monitor / Water-Foam Cannon
Monitor Size: 2.5" – 6" (customizable depending on flow)
Flow Rate: 1000 – 6000 L/min (depending on model)
Range (Water Jet): Up to 60–80 meters
Range (Foam Jet): Up to 50–70 meters
Monitor Movement: Manual horizontal (0°–360°) & vertical (−45° to +70°)
Trailer Design: Heavy-duty steel frame with wheels for towing
Tank Capacity: Optional foam tank (usually 200–1000 liters)
Inlet Connection: Standard hydrant or fire pump hose inlet
Finish: Corrosion-resistant coating, industrial-grade
Get in touch
Address
Gazna Aria - Erbil - Kurdistan Iraq
Contact Info
+964 750 493 0750
Email :Gheyth@valkyriesupplies.com